在自行车车架的总装过程中,主要的焊接部位包括车架前三角和后三角的上叉、下叉拼接处。这些焊接部位承载着自行车的强度和稳定性,因此对焊接质量的要求极为严格。然而,市面上大多数焊接方案仅能够解决车架前三角部分的焊接,尚未有效解决后三角拼接的技术难题。
针对该问题,深圳科泰经过一年半的技术攻关,成功开发出了适用于自行车车架前三角和后三角拼接的创新焊接工艺方案。该技术突破了传统工艺的限制,能够高效且稳定地完成复杂部位的焊接,尤其是在连接处对焊接强度和精度要求较高的情况下。
1.复杂角度和位置的焊接:车架的上叉和下叉拼接处通常呈现出复杂的角度,传统焊接方式在这些位置上无法确保焊接的稳定性和精度。科泰通过改进焊接机器人姿态控制算法,使机器人能够在较为复杂的角度和位置上实现精确焊接。
2.焊接工艺路径规划:由于车架部件的复杂几何形状,手工或传统自动化焊接设备无法处理焊缝路径的精准规划。科泰的焊接机器人配合智能焊接路径规划软件,能够根据车架形状实时调整焊接路径,确保焊接均匀、无缺陷。
3.焊接强度的稳定性:后三角的焊接处承担着较大的机械负载,传统焊接方式可能导致焊接部位的强度不足。科泰采用了多角度的焊接方法,并结合质量检测系统,确保焊缝的质量符合高强度要求。
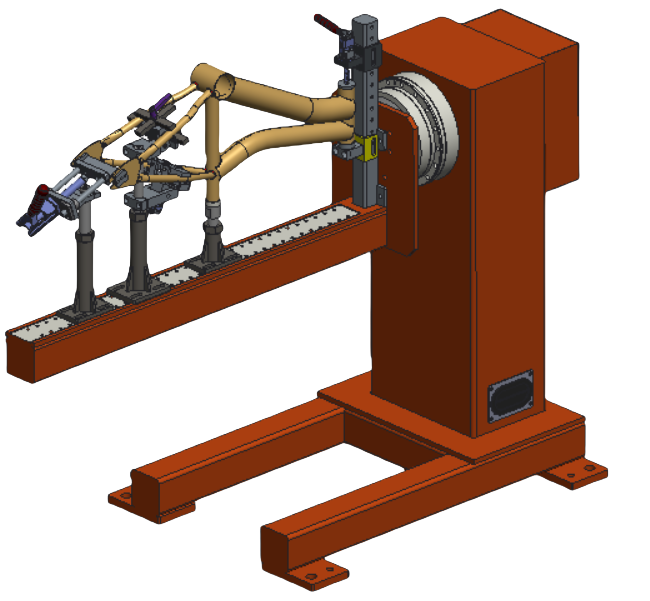
在工装设计方面,科泰创新性地采用了三维柔性万能组合工装夹具,该工装具备极高的适配性和可调性,能够灵活应对不同车架规格的焊接需求。通过模块化设计,客户无需购买多个不同型号的工装,而只需调整现有工装即可完成多种规格车架的焊接任务。该工装设计大大降低了客户的生产成本,并提高了生产效率。
通过实施科泰的创新焊接方案,客户在实际生产中体验到了明显的效益提升:
焊接质量提高:通过多次自动化调试与现场实施,车架的焊接强度和表面质量得到了显著提升。特别是在应力测试中,经过焊接的车架显示出更强的稳定性,符合标准。
生产效率提升:由于机器人系统的高效作业,双工位生产周期缩短至2.5分钟/车架,显著提高了生产线的产能。
客户满意度:通过成功解决车架总装焊接的技术难题,科泰为客户提供了定制化解决方案,并收获了高度评价。客户普遍反映,新的焊接工艺不仅提高了生产效率,还降低了生产成本,极大提高了市场竞争力。
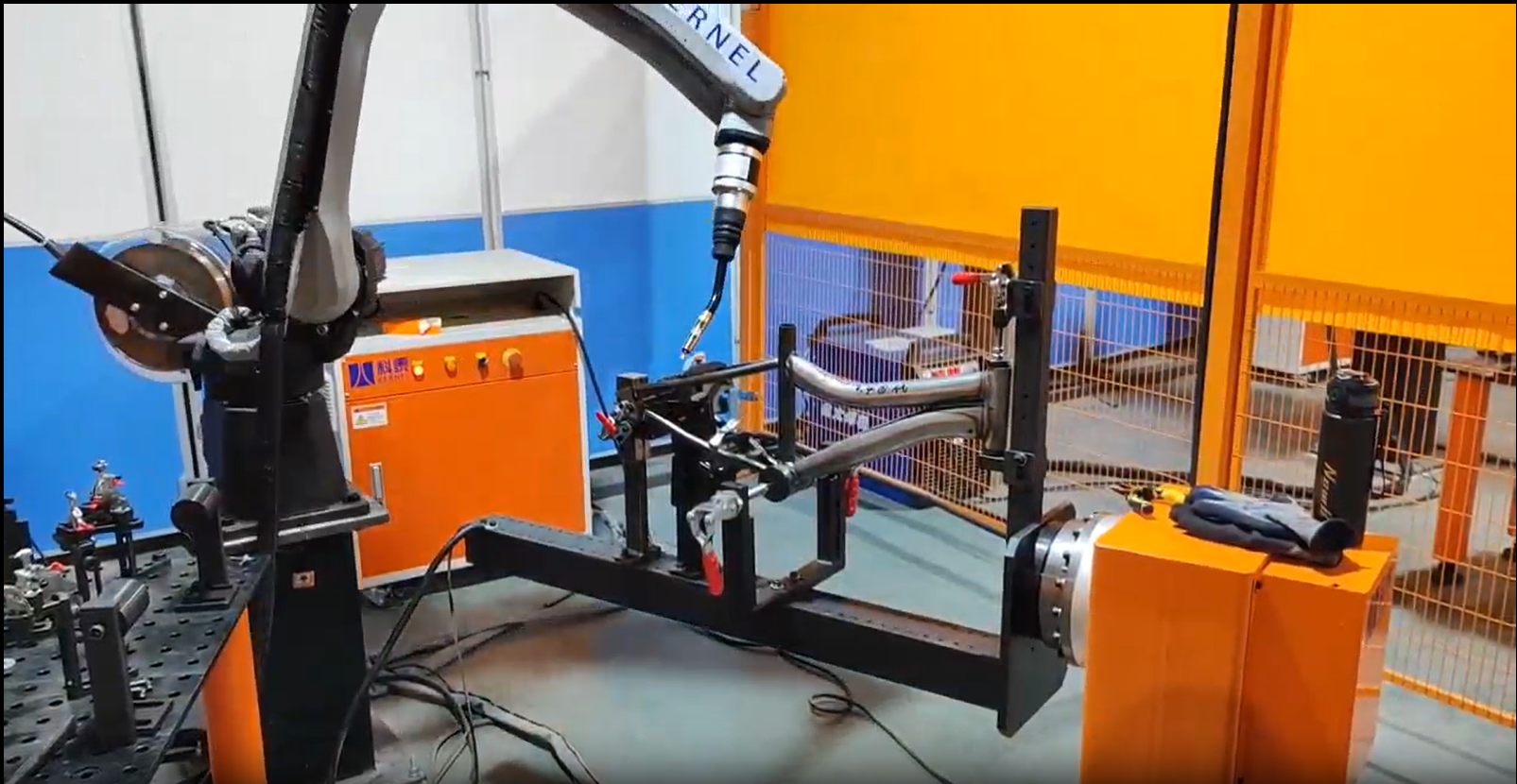
焊接过程:
变位机协同6轴机器人焊接
焊接效果: